
































Barrels. Made in Suhl.
The Merkel high-tech-manufacture in Suhl produces the barrels for its guns themselves – as one of the very few hunting gun manufacturers worldwide to do so. Doing so, Merkel can look back on a long tradition: already in the Thirty Years’ War, the region produced 20.000 rifle barrels per year. Hunting rifles by Merkel are premium products – this applies to shotguns and rifles alike. To make the barrels for these rifles the company houses a modern and coordinated machine park: two GFM cold forging machines, three CNC turning machines, two honing machines and two deep drilling machines. Utilising this competence, Merkel combines the understanding of the producer of finished products with the one of a specialist for OEM products – for the use of both customer groups. Custom work for specific guns

Custom work for specific guns
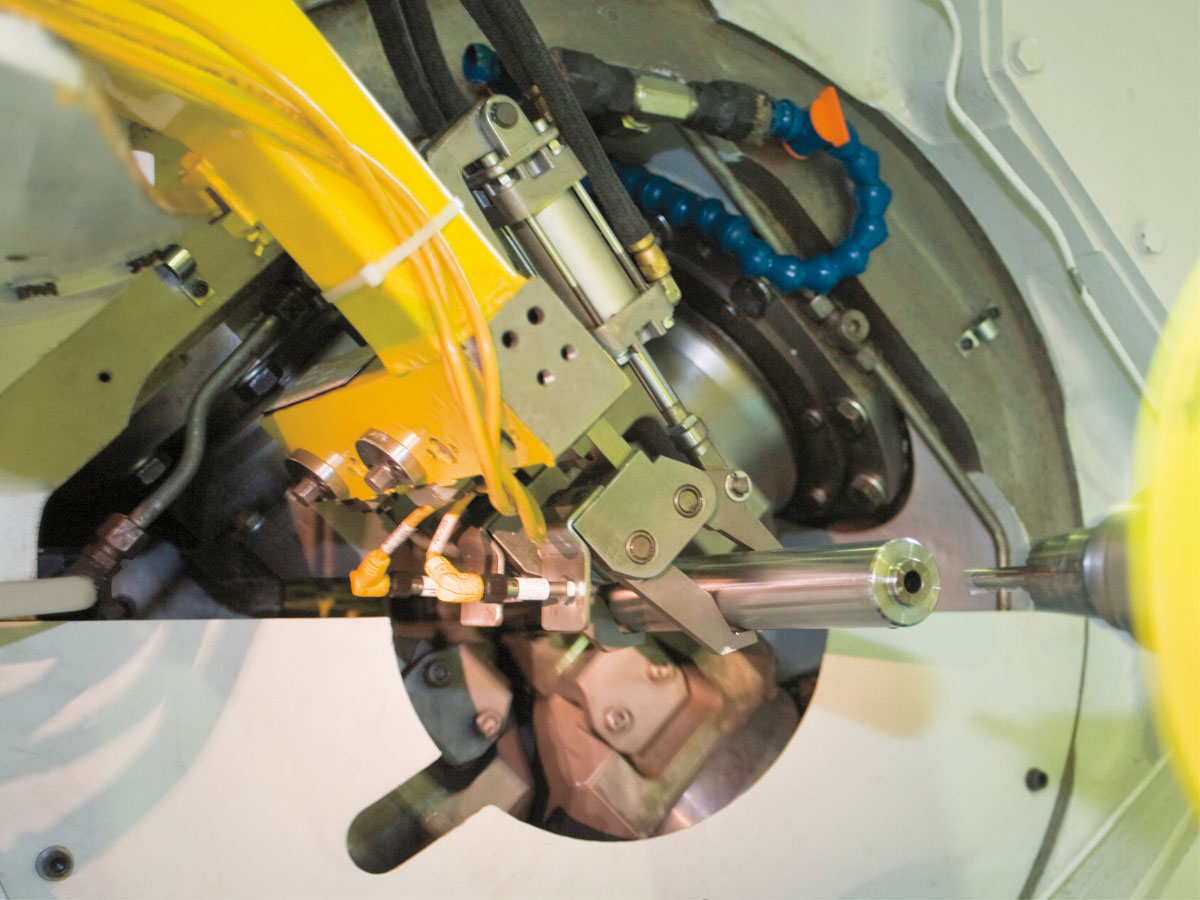
The cold forging machines work steel into barrels of rifles and pistols. The steel blanks used for this are made of highly quenched, high density chrome vanadium or chrome molybdenum steel. The production process results in barrels with calibre tolerances of less the 15 thousands of a millimetre. To do this, the four cheeks of the machine hammer the blank with the force of four times 1,25 million Newton – this roughly equals four times 125 tons. On the inside a calibre gauge is placed, which carries a negative of the fields and grooves – and transfers these onto the inside of the barrel during the forging process. Therefore not a usual rifled barrel is created, but a cold forged one. The result is a cold forged barrel with highest precision and longevity. A barrel made in Suhl which can be made to the final measurements of a specific gun.
Durable and precise
Characteristic of Merkel barrels is the conical form: the barrel narrows from the receiver to the muzzle by approximately ten thousandths of a millimetre. This prevents premature wearing of the barrel and enhances the precision of the shot. Merkel cold forging is based on four key technologies: deep drilling, grinding, honing and annealing. Once the hole has been drilled, the grinding and honing follow, which produces extremely smooth inner surfaces in readiness for forging. These technologies, which are used in engine construction to finish the sliding surfaces of the cylinder, smooth the Merkel barrels to two thousandths of a millimetre exactitude, significantly increasing the longevity and the precision of the barrel. Forging is followed by stress-free annealing in a vacuum furnace. Inevitable stresses build up in the steel during forging, which are dissipated by this heat treatment over a period of several hours.

Barrels OEM
Barrels for gun manufacturers around the world: Using the business model OEM, Merkel caters to different customer groups. Firstly there are the gunsmiths who require cold-forged precision barrels for their precious goods. Secondly manufacturers of hunting rifles and shotguns worldwide order the famous Suhl barrels here. And last but not least, the manufacture also caters to the manufacturers of sporting and law enforcement weapons – the cold-forging machines in the factory can make rifle barrels, shotgun barrels, pistol- or revolver barrels in different calibres and barrel profiles. The special feature here: the shotgun barrels are cold-forged here as well, making them steadfast, durable and precise.